

摘要
本发明属于硫磺分离技术领域,公开了一种 二硫化碳生产过程中过量硫磺的分离方法及系 统,在高温下实现过量液硫的分离,确保液硫中 较低含量的二硫化碳,通过低温冷却分离器得到 的含硫较高的二硫化碳与二硫化碳精馏过程中 产生的含少量硫的二硫化碳返回至高温冷却分 离器,实现在高温条件下分离过量液硫。本发明 不仅保证了回收液硫的纯度,从而不用深度脱出 二硫化碳直接分离液硫中的碳泥,避免了后续常 压下液硫过滤中因二硫化碳释放需深度后处理 或存在安全、环保等问题,而且也保证了二硫化 碳中液硫的高效脱除,保证产品二硫化碳高品 质,同时充分利用反应器出口过程气温度较高的 能量,避免使用精馏方法降温又升温的能量浪费。
权利要求书
1.一种二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述二硫化碳生产过程中过量硫磺的分离方法为:在高温冷却分离器250℃~400℃高温下,分离的含有低的二 硫化碳的液硫,冷却减压后直接进入硫池与空气接触;在低温液硫分离器120℃~200℃低温下,分离的含有高的二硫化碳的液硫,直接增压 后返回高温冷却分离器,所有过量硫磺均在高温冷却分离器高温下分离。
2.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述高 温冷却分离器分离液体硫磺的温度为340℃~380℃。
3.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述高 温冷却分离器分离液体硫磺的温度为350℃~360℃。
4.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述高 温冷却分离器、低温冷却分离器的压力均为0.6~1.2MPa。
5.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述低 温冷却分离器分离液体硫磺温度为140℃~200℃。
6.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述低 温冷却分离器分离液体硫磺温度为160℃~180℃。
7.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述高 温冷却分离器采用高压蒸汽或导热油或熔盐冷却介质进行间接冷却方式换热,或使用二硫 化碳生产过程中过量硫磺的分离系统中液体二硫化碳返回混合急冷的方式进行换热。
8.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述高 温冷却分离器分离液体硫磺后使用二硫化碳生产过程中过量硫磺的分离系统中的换热器 冷却至120~180℃后,再泄压进入二硫化碳生产过程中过量硫磺的分离系统中的液硫过滤 系统分离含有的少量含碳杂质。
9.如权利要求1所述的二硫化碳生产过程中过量硫磺的分离方法,其特征在于,所述低 温液硫分离器分离得到含有高二硫化碳的液硫直接在密闭环境中使用二硫化碳生产过程 中过量硫磺的分离系统中的增压泵返回高温液硫分离器。
10.一种利用权利要求1所述分离方法的使用甲烷或含有甲烷的气态烃类作为原料的 硫化碳生产过程中过量硫磺的分离系统。
说明书
技术领域
[0001] 本发明属于硫磺分离技术领域,尤其涉及一种二硫化碳生产过程中过量硫磺的分 离方法及系统。
背景技术
[0002] 二硫化碳是一种重要的有机溶剂,还可用来制造杀虫剂、杀菌剂、有机医药中间体等。
[0003] 目前工业化比较成熟的二硫化碳生产技术按照原料来源划分有甲烷法与焦炭法两种。由于生产工艺原因,甲烷法自动化程度高,装置密封性好,连续操作,正常操作基本对 环境没有污染,而焦炭法由于间歇操作,自动化程度低,环境污染严重且安全隐患较大。
[0004] 低碳烃为原料生产二硫化碳使用气态低碳烃类与硫磺作为原料,在加热炉中预热 至600~700℃,经过反应后得到含有二硫化碳、硫化氢、过量硫磺、未反应天然气等物质的 混合原料气。为尽量避免甲烷在高温下分解为碳和氢气,一般甲烷法生产二硫化碳都要求 硫磺过量10~100%(摩尔分数),根据工业运行经验硫磺过量数量越大,甲烷的分解程度就 会越低。
[0005] 二硫化碳反应完成后原料气中过量硫磺的分离文献研究较少,CN1919732提到以 后二硫化碳初步分离塔只能保证塔的二硫化碳中硫的含量低于1%,没有提到回收硫中二 硫化碳的含量。另外,虽然理论上可以通过精馏的方法实现硫磺与二硫化碳、硫化氢等轻组 分的分离,但精馏需要的操作温度高达500℃以上,同时精馏塔无法避免在硫磺的高粘度区 操作,因此实际生产中实现较为困难。
[0006] 二硫化碳反应器出来的过程气通常的工艺是直接冷却至160~180℃分离过量的 硫磺,为了过滤掉其中少量的反应杂质(主要是炭黑)必须减压至常压送至液硫池,使用液 硫过滤机在常压条件下进行过滤。液硫池一般为常压操作,并且与空气直接接触。在0 .6~ 1 .2MPa的反应压力下冷却至160~180℃直接分离硫磺,得到硫磺中溶解的二硫化碳的含量 高达20~30%,经过减压至常压后就会释放出部分二硫化碳,由于二硫化碳的燃点为90℃, 从高于120℃的液体硫磺中释放出来的二硫化碳气体与空气接触后就会迅速燃烧,进而引 燃液体硫磺燃烧,不仅安全隐患巨大而且燃烧后生成的二氧化硫也污染环境。
[0007] 常压下液硫不释放二硫化碳的最高浓度17%左右,为了保证液体硫磺中二硫化碳 的含量低于释放浓度,可以通过降低液硫温度或降低液硫中二硫化碳含量两种方式。由于 液硫在常压下熔点为119℃,为保证液硫不发生冷凝,正常的操作温度在130~160℃,因此 为保证液体硫磺中二硫化碳含量低于最低释放浓度,通常采用蒸汽、克劳斯过程气、氮气等 气体进行汽提液硫,该方法虽然可以降低液硫中二硫化碳的含量,但装置投资大操作复杂, 同时汽提后的二硫化碳送入克劳斯系统或焚烧系统,是对二硫化碳的损失。
[0008] 综上所述,现有技术存在的问题是:
[0009] 现有技术中,由于液体硫磺不是高温分离,液体硫磺中的二硫化碳含量过高,液体 硫磺过滤过程中会释放出来,会引起安全和环保问题;为了避免二硫化碳从液体硫磺中逸出,采用汽提方式降低液硫中二硫化碳的含量,汽提后的二硫化碳送克劳斯系统或焚烧系统,这样造成产品二硫化碳损失、公用工程消耗高、投资大,操作复杂。
发明内容
[0010] 针对现有技术存在的问题,本发明提供了一种二硫化碳生产过程中过量硫磺的分 离方法及系统。
[0011] 本发明是这样实现的,一种二硫化碳生产过程中过量硫磺的分离方法,所述二硫 化碳生产过程中过量硫磺的分离方法为:在高温冷却分离器250℃~400℃高温下,分离的 含有低的二硫化碳的液硫,冷却减压后直接进入硫池与空气接触;
[0012] 在低温液硫分离器120℃~200℃低温下,分离的含有高的二硫化碳的液硫,直接 增压后返回高温冷却分离器,所有过量硫磺均在高温冷却分离器高温下分离。
[0013] 进一步,所述高温冷却分离器分离液体硫磺的温度为340℃~380℃。
[0014] 进一步,所述高温冷却分离器分离液体硫磺的温度为350℃~360℃。
[0015] 进一步,所述高温冷却分离器、低温冷却分离器的压力均为0.6~1.2MPa。
[0016] 进一步,所述低温冷却分离器分离液体硫磺温度为140℃~200℃。
[0017] 进一步,所述低温冷却分离器分离液体硫磺温度为160℃~180℃。
[0018] 进一步,所述高温冷却分离器采用高压蒸汽或导热油或熔盐冷却介质进行间接冷却方式换热,或使用二硫化碳生产过程中过量硫磺的分离系统中液体二硫化碳返回混合急 冷的方式进行换热。
[0019] 进一步,所述高温冷却分离器分离液体硫磺后使用二硫化碳生产过程中过量硫磺 的分离系统中的换热器冷却至120~180℃后,再泄压进入二硫化碳生产过程中过量硫磺的 分离系统中的液硫过滤系统分离含有的少量含碳杂质。
[0020] 进一步,所述低温液硫分离器分离得到含有高二硫化碳的液硫直接在密闭环境中 使用二硫化碳生产过程中过量硫磺的分离系统中的增压泵返回高温液硫分离器;
[0021] 本发明的另一目的在于提供一种利用上述分离方法的使用甲烷或含有甲烷的气 态烃类作为原料的硫化碳生产过程中过量硫磺的分离系统。
[0022] 本发明的优点及积极效果为:
[0023] 本发明利用液硫溶解二硫化碳温度越高溶解越少的原理,在250~400℃条件下分 离得到纯度较高的液硫,确保冷却至120~180℃的液硫中含有二硫化碳低于其最低释放浓 度,从而实现在常压下液硫不再释放出二硫化碳,可以不用深度脱出二硫化碳直接分离液 硫中碳泥直接返回二硫化碳反应系统。通过二硫化碳反应器出来的过程气与低温冷却分离 器和分离塔返回的含硫二硫化碳,在高温分离器中混合冷却,实现了高温条件下分离过量 液硫,避免了过量液硫冷却至较低温度,且含有大量二硫化碳;避免了二硫化碳精馏塔中还 含有少量液硫。从而保证了回收液硫的纯度,实现了二硫化碳中液硫的高效脱除。本发明采 用高温分离液硫,低温冷却液硫返回系统,不仅保证了回收液硫的纯度,从而不用深度脱出 二硫化碳直接分离液硫中的碳泥,避免了后续常压下液硫过滤中因二硫化碳释放需深度后 处理或存在安全、环保等问题,而且也保证了二硫化碳中液硫的高效脱除,保证产品二硫化 碳高品质,同时充分利用反应器出口过程气温度较高的能量,避免使用精馏方法降温又升 温的能量浪费。
[0024] 本发明的优点还在于:
[0025] 本发明所述方法在高温条件下分离生产二硫化碳过程中过量的硫磺,该硫磺中含 有的二硫化碳低于10%,该浓度低于常压下120~160℃液体硫磺不释放二硫化碳的最低浓 度。
[0026] 本发明分离得到硫磺由于二硫化碳含量低,无需进一步的汽提处理也不会发生二 硫化碳释放引起的安全环保问题。
[0027] 本发明可以减少二硫化碳的损失,提高装置产量,进而降低原材料消耗。
[0028] 本发明充分利用二硫化碳反应工序带来的能量,无需外供能量就能得到纯度满足 系统回用要求的硫磺。
[0029] 本发明分离过量硫磺,高温冷却分离器在300℃以上与低温冷却分离器180℃以下 操作,最大限度的降低了系统中在200~300℃硫磺的高粘度区硫磺的量,降低了系统压降, 为下一步的二硫化碳与硫化氢分离提供便利条件。
附图说明
[0030] 图1是本发明实施例提供的二硫化碳生产过程中过量硫磺的分离方法示意图。
具体实施方式
[0031] 为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明 进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于 限定本发明。
[0032] 本发明从过量硫磺分离的源头解决液体硫磺中二硫化碳含量过高进而引起后续 操作中二硫化碳释放的问题,通过高温冷却分离器回收液体硫磺,低温冷却分离器和精馏 塔高含二硫化碳的液硫返回高温冷却分离器的方式解决这一行业难题,不仅安全环保,而 且降低了二硫化碳的损失。
[0033] 本发明在高温下实现过量液硫的分离, 确保了液硫中较低含量的二硫化碳,通过低温冷却分离器得到的含硫较高的二硫化碳与二硫化碳精馏过程中产生的含少量硫的二 硫化碳返回至高温冷却分离器,实现在高温条件下分离过量液硫。
[0034] 下面结合附图对本发明的应用原理作详细描述。
[0035] 如图1所示,本发明实施例提供的二硫化碳生产过程中过量硫磺的分离方法,
[0036] S101:设置高温冷却分离器和低温冷却分离器两个液硫分离器;在高温下分离的液硫含有较低的二硫化碳冷却减压后直接进入硫池可以直接与空气接触而不发生二硫化 碳释放造成安全环保问题。
[0037] S102:在低温下分离的液硫含有较高的二硫化碳,直接增压后返回高温冷却分离 器,系统所有过量硫磺均在高温下分离。
[0038] 高温冷却分离器分离液体硫磺的温度为250~400℃,优选340~380℃,再优选350 ~360℃。
[0039] 高温冷却分离器的操作压力与反应系统相同,其一般为0.6~1.2MPa。
[0040] 低温冷却分离器分离液体硫磺温度为120~200℃,优选为140~200℃,再优选为 160~180℃。
[0041] 低温冷却分离器分离液体硫磺的压力与系统压力相同,一般为0.6~1.2MPa。
[0042] 高温冷却分离器可采用高压蒸汽、导热油、熔盐等冷却介质进行换热的间接冷却 方式,也可以使用系统中液体二硫化碳返回混合急冷的方式。
[0043] 高温冷却分离器分离液体硫磺后使用换热器将其冷却至120~180℃后,再泄压进 入液硫过滤系统分离其中含有的少量含碳杂质。
[0044] 低温液硫分离器分离得到含有较高二硫化碳的液硫直接在密闭环境中使用增压 泵返回高温液硫分离系统。
[0045] 可以用于使用甲烷或含有甲烷的气态烃类作为原料的二硫化碳生产工艺中。
[0046] 高温分离得到的液体硫磺含有的二硫化碳低于其在常压下,120~160℃释放最低 浓度,不会因为压力降低而释放,可以不用再汽提处理直接与空气接触。
[0047] 下面结合具体实施例对本发明的作进一步描述。
[0048] 实施例:
[0049]从二硫化碳反应器出来的高温混合原料气中含有二硫化碳、硫化氢、过量硫磺等,首先与低温冷却分离器与分离塔返回的物料混合后通过高温冷却分离器,在300~400℃温 度下,0 .6~1 .2MPa下分离出液硫后,经过冷却降温减压后直接送入硫池。未冷却的不凝气 送入低温冷却分离器在120~200℃条件下继续冷却过量的液体硫磺,冷却分离后得到的液 体物料加压后与反应器过来的原料气一起送入高温冷却分离器。未冷却的不凝气送入精馏 塔分离二硫化碳与硫化氢。
[0050] 高温冷却分离器操作压力0 .6MPa,操作温度350℃ ;低温冷却分离器操作压力 0 .6MPa,操作温度160℃;经过计算分离得到的液硫中二硫化碳含量为2 .7%,低于160℃常 压条件下二硫化碳最低释放浓度11%的要求。
[0051] 高温冷却分离器操作压力1 .2MPa,操作温度350℃ ;低温冷却分离器操作压力 1 .2MPa,操作温度160℃;经过计算分离得到的液硫中二硫化碳含量为5 .4%,低于160℃常 压条件下二硫化碳最低释放浓度11%的要求。
[0052] 高温冷却分离器操作压力1 .2MPa,操作温度380℃ ;低温冷却分离器操作压力 1 .2MPa,操作温度160℃;经过计算分离得到的液硫中二硫化碳含量为4 .2%,低于160℃常 压条件下二硫化碳最低释放浓度11%的要求。
[0053] 高温冷却分离器操作压力1 .0MPa,操作温度360℃ ;低温冷却分离器操作压力 1 .0MPa,操作温度160℃;经过计算分离得到的液硫中二硫化碳含量为4 .2%,低于160℃常 压条件下二硫化碳最低释放浓度11%的要求。
[0054] 以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精 神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
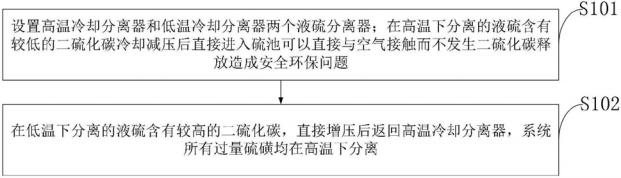
图1

公众号
地址:上海浦东新区福山路388号27楼
咨询电话:18016058776
邮箱:inquires@chemdodgen.com